





һ�������ٶȱ�
����Ӳ�|�Ͻ���ĥ���U
�£���Ƭ�ɽ��Qʽ���U
| �� �� �� �� | �� �U �� �� | �S �~ BsBM | �� �� �� SUM | ̼ �� � S45C | �� �P � SUS |
| �S �� �� �� | A | 0.05~0.15 | 0.03~0.07 | 0.03~0.05 | 0.02~0.03 |
| B | 0.1~0.4 | 0.05~0.3 | 0.05~0.25 | 0.05~0.1 | |
| �� �� | A | 0.02~0.05 | 0.02~0.04 | 0.02~0.03 | 0.01~0.02 |
| B | 0.04~0.08 | 0.03~0.06 | 0.02~0.05 | 0.02~0.04 | |
| �� �� | A | 0.03~0.05 | 0.02~0.04 | 0.02~0.03 | 0.01~0.02 |
| B | 0.05~0.08 | 0.05~0.15 | 0.05~0.1 | 0.03~0.05 | |
| �� �� | A | 0.02~0.04 | 0.02~0.03 | 0.02~0.03 | 0.01~0.02 |
| B | 0.05~0.2 | 0.05~0.1 | 0.05~0.1 | 0.03~0.05 | |
| �M �� | A | 0.03~0.05 | 0.02~0.04 | 0.015~0.3 | 0.01~0.02 |
| B | 0.05~0.15 | 0.05~0.1 | 0.05~0.07 | 0.03~0.05 | |
| �@ �� |
SKH�@�^ |
0.05~0.15 | 0.03~0.15 | 0.02~0.1 | 0.02~0.07 |
| �� �� | A | 0.02~0.04 | 0.01~0.03 | 0.01~0.02 | 0.007~0.12 |
| B | 0.05~0.1 | 0.05~0.07 | 0.03~0.05 | 0.03~0.05 |
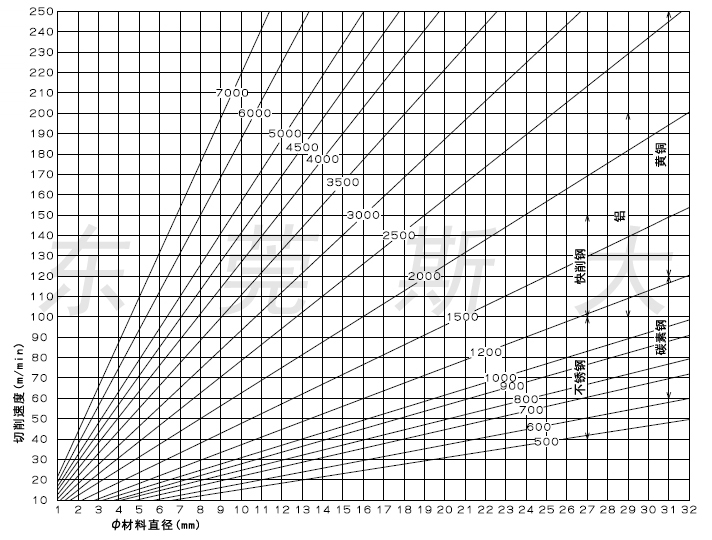
���������ٶȣ�m��min��
| �� �� | �� �� �� ������ Ӳ�� | �� �� �� ������ Ӳ�� | �@ ����HSS�� |
| �� �� �� SUM | 100~150 | 50~100 | 30~50 |
| �S �~ BsBM | 120~250 | 60~120 | 40~90 |
| �X AL | 100~200 | 50~120 | 60~100 |
| ̼ �� � S45C | 60~120 | 40~80 | 15~25 |
| �� �P � SUS | 40~100 | 30~70 | 5~20 |
���S���D�ٶ�(min-1)�������ٶ�(m/min)×��������/�⏽�ߴ�(mm)×π
�ġ����z・�����ӹ��r�����S���D�ٶ�
�ġ����z・�����ӹ��r�����S���D�ٶ�
| �� �� �� �� | � | �S �~ |
| M3 x P 0.5 | 500min-1 | 600min-1 |
| M4 x P 0.7 | 500min-1 | 550min-1 |
| M5 x P 0.8 | 450min-1 | 500min-1 |
| M6 x P 1.0 | 400min-1 | 500min-1 |
| M8 x P 1.25 | 350min-1 | 450min-1 |
�塢����ӹ��r�����S���D�ٶ�
| �S �~ | � | �� �P � | |
| �� �� �� �� m/min | 15~40 | 10~30 | 5~20 |
| �� �� �M �o mm/�� | 0.03~0.05 | 0.02~0.04 | 0.01~0.02 |
